

Svart silisiumkarbid keramisk ring er en høyytelses konstruert keramisk enhet laget av høyrent silisiumkarbid ved presisjonsstøping og høytemperatursintring. Dens firkantede krystallstruktur gir ma...
Se detaljer
FØLG OSS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Les hemmelighetene til støping, sintring og formkontroll av zirkoniumoksid og silisiumnitrid i én artikkel
2026-05-21
1. Grunnleggende prosess for industriell keramisk produksjonsprosess
Produksjonen av industriell keramikk (også kjent som avansert keramikk eller ingeniørkeramikk) er en streng prosess for å konvertere løst uorganisk ikke-metallisk pulver til presisjonsdeler med høy styrke, slitestyrke, høy temperaturmotstand eller spesielle elektriske egenskaper. . Dens standard kjerneproduksjonsprosess inkluderer vanligvis følgende Fem hovedstadier.

- Tilberedning av pulver Bland nøyaktig råvarer med høy renhet. For å få pulveret til å ha god flyt og bindekraft i etterfølgende støping, er det nødvendig å tilsette en passende mengde organisk bindemiddel, smøremiddel og dispergeringsmiddel. Etter høyytelses kulemølleblanding og spraytørking produseres et granulert pulver med jevn partikkelstørrelsesfordeling.
- Grønn kropp dannes I henhold til den geometriske formen og masseproduksjonsskalaen til produktet, blir det granulerte pulveret presset eller injisert i formen ved hjelp av mekaniske midler. De viktigste støpemetodene inkluderer tørrpressing og kald isostatisk pressing ( CIP ), keramisk sprøytestøping ( CIM ) og tape casting.
- Grønn bearbeiding og avbinding Den dannede grønne kroppen inneholder en stor mengde organiske bindemidler. Før formell sintring må den plasseres i en avbindingsovn og sakte varmes opp i luften for å forårsake pyrolyse eller fordampning (avfetting). Hardheten til den grønne kroppen etter avbinding er lav, og det er enkelt å utføre foreløpig mekanisk bearbeiding som boring og skjæring.
- Høytemperatursintring Dette er et kritisk skritt for å oppnå de endelige mekaniske egenskapene til keramikken. Den frigjorte grønne kroppen plasseres i en sintringsovn med høy temperatur. Masseoverføring og binding skjer mellom kornene. Porene tømmes gradvis ut. Den grønne kroppen gjennomgår kraftig volumkrymping og oppnår til slutt fortetting.
- Presisjonsbearbeiding og inspeksjon Siden keramikk etter sintring har ekstremt høy hardhet (vanligvis nest etter diamant) og har en viss grad av sintringsdeformasjon, hvis de ønsker å oppnå dimensjonelle toleranser på mikronnivå eller overflateruhet på speilnivå, må de være hardt angitt og presisjonsbehandlet gjennom diamantslipeskiver og slipepastaer, og til slutt omfattende gjennom koordinering av instrumenter som for eksempel tredimensjonal inspeksjon.
2. Sammenligning av prosessegenskaper mellom zirkoniumoksid og silisiumnitrid
Blant moderne avansert strukturell keramikk, zirconia og silisiumnitrid To systemer er representert. Førstnevnte er en typisk oksidkeramikk med utmerket høy seighet og estetikk; silisiumnitrid Det er en ikke-oksid keramikk med høy kovalent binding og har utmerket ytelse i hardhet, termisk sjokkstabilitet og ekstremt høye temperaturer. Følgende er en sammenligning av de viktigste produksjonsprosessparametrene til de to.
| Prosessdimensjon | Zirconia Keramikk (ZrO₂) | silisiumnitrid陶瓷 (Si₃N₄) |
| klassisk sintringstemperatur Grad | 1350°C - 1500°C Fortetting kan fullføres under normal trykkluftatmosfære, og utstyrskostnadene er lave. | 1700°C - 1850°C Høytrykksnitrogen (1-10 MPa) må introduseres for lufttrykksintring for å hindre nedbrytning ved høy temperatur. |
| Linjekrympingskontroll | 20 % - 22 % (stor og stabil) Pulverpakningstettheten er jevn, og beregningen av formforsterkningsfaktoren er ekstremt regelmessig. | 15 % - 18 % (relativt lite, men svært flyktig) Påvirket av diffusjonen og faseendringshastigheten til flytende fasetilsetningsstoffer, er størrelseskontrollteknologi vanskelig. |
| Faseendringer og volumeffekter | Det er faseendringsstress Ved avkjøling forvandles den tetragonale fasen til den monokliniske fasen med en volumutvidelse på 3 %-5 %, og stabilisatorer som yttriumoksid må introduseres for å forhindre sprekkdannelse. | Modifikasjon av faseendring Under sintring forvandles α-fasen til β-fasen, og danner en sammenflettet søyleformet krystallstruktur, som kan forbedre seigheten til matrisen betydelig. |
| Vanlig støpeprosess | Tørrpressing/kald isostatisk pressing, keramisk sprøytestøping (CIM) Pulveret har høy tetthet, god flyt, enkel komprimering og masseproduksjon av spesielle former. | Kald isostatisk pressing (CIP), støping Den iboende tettheten til pulver er lav, luftig og vanskelig å komprimere, så flerveis høytrykks CIP brukes ofte. |
| ��Produksjonstips for industrilanding: Hjertet av industriell keramikkproduksjon ligger i Perfekt passform mellom "temperatur-tidskurve" og "krympingskompensasjon". Vanskeligheten med zirkoniumoksid ligger hovedsakelig i det superharde slipestadiet etter sintring (høyt verktøytap og lav effektivitet); mens kjernebarrieren til silisiumnitrid ligger i dens strenge ultrahøye temperatur lufttrykk/varm isostatisk pressing sintringsprosess og den konfidensielle formelen for sintringshjelpemidler for lavt smeltepunkt kovalent binding væskefase masseoverføring. |
Relaterte produkter
-
-
Zirconia Ceramic Rod er en høyytelses keramisk materialestang, hovedsakelig laget av zirkoniumoksid, med utmerket mekanisk styrke og kjemisk stabilitet. Den viser ekstremt høy hardhet og slitestyrk...
Se detaljer -
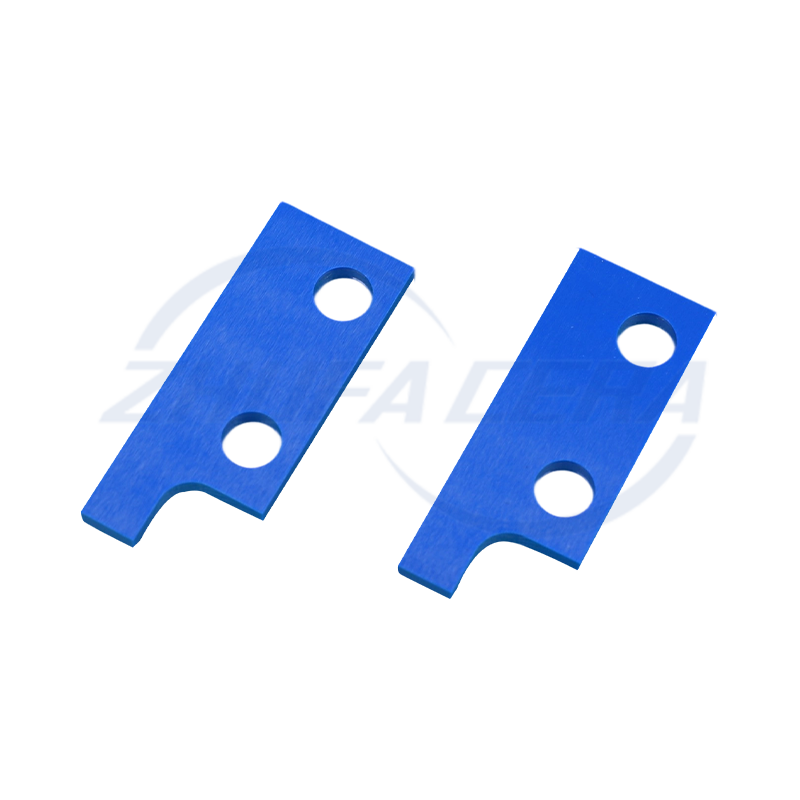
Blå zirconia keramiske plater er presisjonskomponenter laget av avansert zirconia keramikk. De er farget med kobolt, jern eller kobber for å danne en blå farge. Denne fargen fungerer ikke bare som ...
Se detaljer -

Denne blå zirconia keramiske pinnen er laget av avansert zirconia keramisk materiale, som gir utmerket holdbarhet og ytelse. Zirconia keramikk er kjent for sin høye styrke, gode slitestyrke og påli...
Se detaljer -
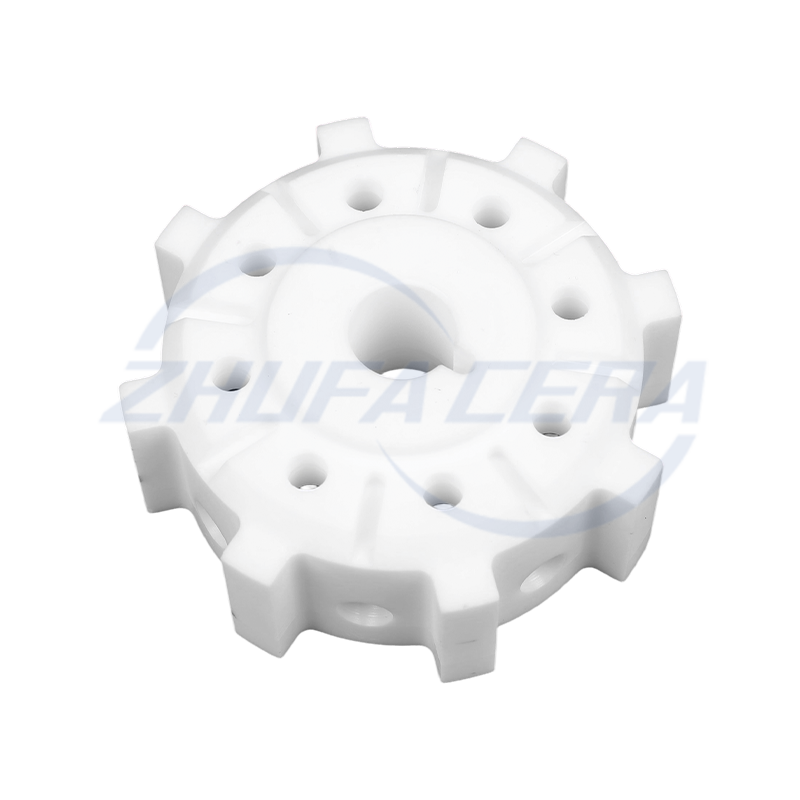
Zirconia Ceramic Gear er laget av zirkoniumoksid keramisk materiale, som har utmerket høy styrke og høy hardhet. Denne materialegenskapen gjør at den effektivt kan motstå slitasje under overførings...
Se detaljer -
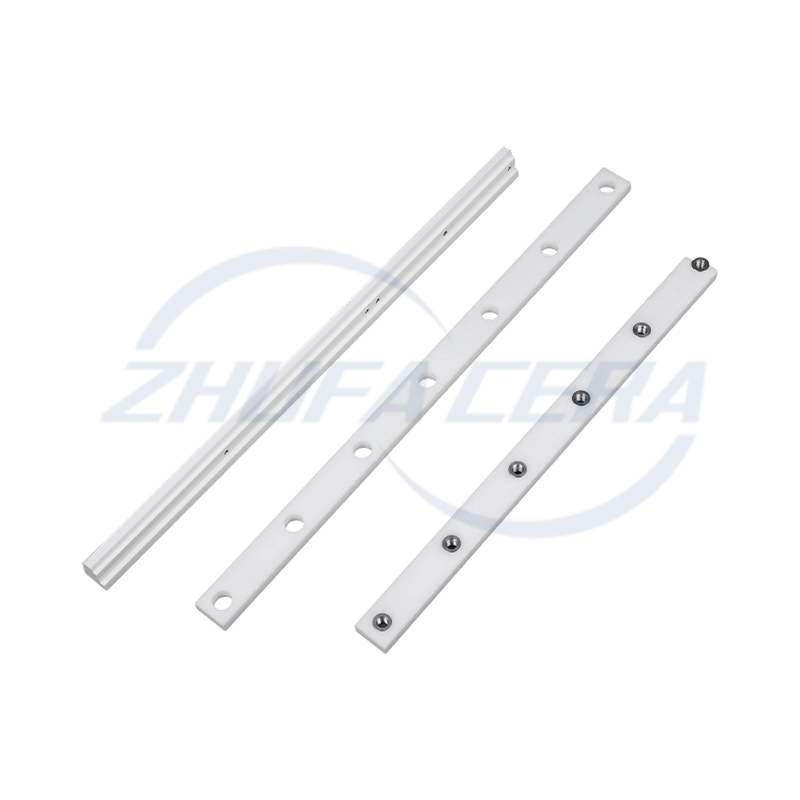
Zirconia Ceramic Guide Rail er en høyytelses presisjonsmekanisk komponent laget av zirkoniumoksid keramisk materiale. Dens kjerneegenskaper er avledet fra de utmerkede fysiske og kjemiske egenskape...
Se detaljer -
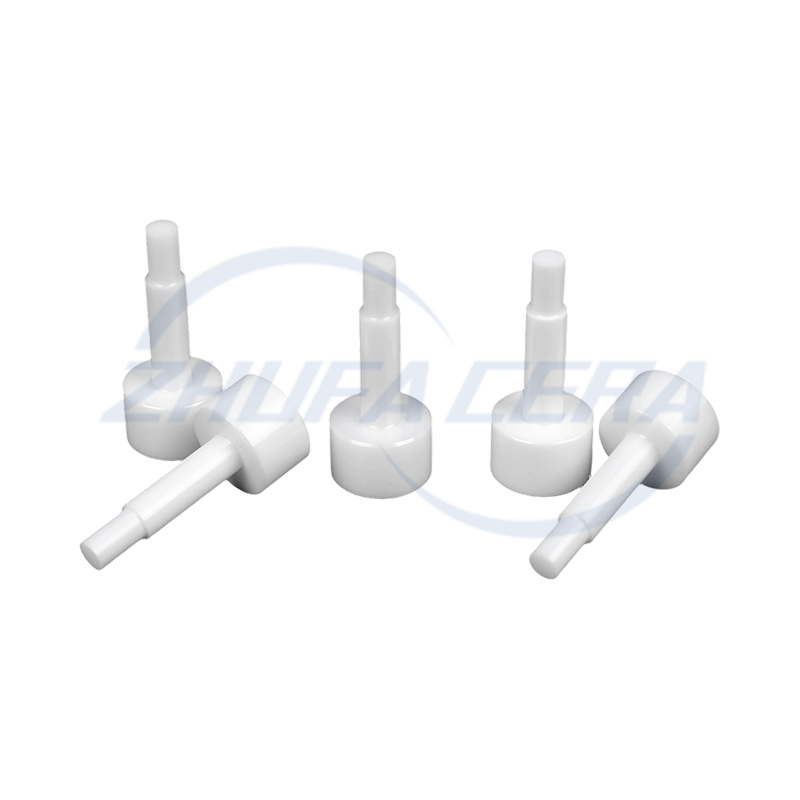
Zirconia Ceramic Locating Pin er et posisjoneringselement med høy presisjon laget av avansert zirkoniumoksid keramisk materiale med utmerkede fysiske og kjemiske egenskaper. Hovedkarakteristikkene ...
Se detaljer -
Zirconia Ceramic Ring er et høyytelses keramisk produkt kjent for sine utmerkede fysiske og kjemiske egenskaper. Den har ekstremt høy hardhet og styrke, med en Mohs-hardhet på mer enn 8,5, som effe...
Se detaljer -
Zirconia keramiske plater har blitt funksjonelle kjernekomponenter på ulike felt takket være deres unike egenskaper. Med en bøyestyrke på 900–1200 MPa og en bruddseighet på 6–10 MPa・m¹/², kan de be...
Se detaljer -
Zirconia Ceramic Strip er et stripemateriale laget av høyytelses zirkoniumoksidkeramikk med utmerkede fysiske og kjemiske egenskaper. Den har ekstremt høy hardhet og bøyestyrke, kan effektivt motst...
Se detaljer -
Zirconia keramiske wafere er representative produkter innen høyytelses strukturkeramikk. Sammenlignet med tradisjonell alumina-keramikk eller metallmaterialer, er dens omfattende ytelsesfordeler åp...
Se detaljer -

Zirconia keramisk stempel er en høyytelseskomponent designet for tøffe industrielle miljøer. Sammenlignet med lignende keramiske eller metallstempelprodukter, skiller den seg ut med sine unike mate...
Se detaljer

-
Hurtigkoblinger
Hjem Produkter Om oss Tjenester Teknologi Nyheter Kontakt oss -
Produkter
Keramiske strukturelle deler Zirconia keramikk Alumina keramikk ZTA Keramikk Silisiumnitrid keramikk Silisiumkarbidkeramikk Keramiske sprøytestøpte deler -
Om oss
Fabrikkomvisning Ære FAQ -
Kontaktinformasjon
+86-188 8878 5188zf@zfcera.comNr. 1, Xinggong Road, Anchang industripark, Keqiao-distriktet, Shaoxing City, Zhejiang-provinsen, Kina -
WhatsApp

Opphavsrett © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Alle rettigheter reservert.
Kina produsent av presisjonskeramikk
engros presisjon keramikk leverandør
