










Svart silisiumkarbid keramisk ring er en høyytelses konstruert keramisk enhet laget av høyrent silisiumkarbid ved presisjonsstøping og høytemperatursintring. Dens firkantede krystallstruktur gir ma...
Se detaljer
FØLG OSS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Vil du ikke bruke titusenvis på å forme et nytt FoU-prosjekt? La oss snakke om den "formløse raske prototyping"-teknologien til spesiell keramikk
2026-05-26
I forsknings- og utviklingsstadiet av nye spesielle keramiske produkter koster åpning av form ofte titusenvis av yuan og tar flere uker, noe som ofte blir et hinder for ingeniører. Tao " høy vegg " . Hvis produktdesignet fortsatt krever senere iterasjoner, vil de tidlige formgebyrene mest sannsynlig være bortkastet. For å løse dette smertepunktet, har feltet spesialkeramikk fremmet kraftig " Ingen Form rask prototyping " teknologi. Dette kan ikke bare hjelpe bedrifter med å spare mye åpningskostnader, men også forkorte utviklingssyklusen fra uker til dager. For tiden er de vanlige og modne muggfrie prøvetrykkløsningene i bransjen hovedsakelig delt inn i " Additiv produksjon ( 3D Skriv ut) " med " Subtraktiv produksjon ( presisjonsmaskinering) " To store skoler.
Skole en: Spesialkeramikk 3D Skriv ut
3D Utskrift er ekte " Ingen mugg " teknologi gjennom datamaskiner CAD Modellen driver utstyret direkte og stables lag for lag. Dette er det eneste alternativet for keramiske deler med ekstremt komplekse strukturer, innvendige hule fordypninger, strømningskanaler eller topologisk optimaliserte strukturer. Nåværende industriell karakter spesialkeramikk 3D Det er to hovedteknologier for utskrift.
1. Lysherdende støping
Keramisk pulver blandes inn i lysfølsom harpiks i en høy andel for å tilberede keramisk slurry. UV-lys brukes til å bestråle og herde lag for lag for å dannes " Blank før deluering " , og gjennomgår til slutt høytemperaturavbinding og sintring.
• Fordeler: Overflatefinishen er ekstremt høy, nesten sammenlignbar med formstøping. Høy dimensjonsnøyaktighet, vanligvis opp til ±0,05 mm , veldig egnet for å lage mikro- og presisjons keramiske deler.
• Gjeldende materialer: alumina, zirconia, etc.
2. selektiv lasersintring
Størnet keramisk pulver eller pulver blandet med et bindemiddel skannes direkte ved hjelp av en høyenergilaserstråle.
• Fordeler: Rask produksjonshastighet, egnet for produksjon av mellomstore og store konstruksjonsdeler.
• Anvendelige materialer: Silisiumkarbid, silisiumnitrid og andre keramiske materialer med ekstremt høy kovalent bindingshardhet og vanskelig å behandle med lysherding.
Skole to: Keramisk grønn kropp / Presisjonsbearbeiding av kokte emner
Hvis delene du prototyper har relativt regelmessige strukturer, som porøse plater, aksler, hylser, flenser, etc., men har ekstremt høye krav til materialytelse (tetthet, styrke), så er bruk av eksisterende standardblokker for maskinering den raskeste og laveste prototypemetoden. I henhold til plasseringen av keramikken under behandlingen " Status " , delt inn i to ruter:
1. grønn kropp / Keramisk forsintret kropp (porselensblokk) behandling ——" Myk først og så hard "
Etter at det keramiske pulveret er presseformet og før det gjennomgår det siste trinnet med høytemperatur full sintring (på dette tidspunktet er keramikken som kritt, med lav hardhet og lett å kutte), bruk en standard CNC-maskinverktøy direkte ( CNC ) for dreiing, fresing og boring. • Fordeler: rask prosesseringshastighet, liten verktøyslitasje og svært lave kostnader.
• Vanskelighetsgrad: På grunn av den kraftige volumkrympingen av den grønne kroppen under den påfølgende høytemperatursintringsprosessen (vanligvis er krympehastigheten innenfor 15 % ~ 25 % mellom), så det er nødvendig å stole på ekstremt nøyaktige beregninger av dimensjonskrympeforstørrelse. Hvis produsenten er uerfaren, kan størrelsen på det sintrede ferdige produktet lett overskride toleranser.
2. Presisjons-hard bearbeiding av kokte emner (helsintret keramikk) ——" front mot front "
Ta direkte standard spesielle keramiske plater eller stenger som har blitt sintret ved høy temperatur og fullstendig fortettet, og bruk diamantverktøy, ultralydbehandling eller lasergravering for reduksjon av finmateriale. • Fordeler: Ingen problemer med sintringskrymping, ekstremt høy dimensjonsnøyaktighet og geometrisk toleranse (opp til mikronnivå μm ), uten noen rabatt på materialytelsen.
• Gjeldende scenarier: aluminiumoksyd med høy renhet, trykksintret silisiumnitrid, seig zirkoniumoksid, etc. For en liten mengde prøver, kjøp bare ferdig stanglager og la mesteren behandle det med en diamantslipeskive. Vanligvis kan du få prøven i løpet av noen dager.
Hvordan velge? " Ingen模具打样 " Beslutningsguide
I faktisk forskning og utvikling kan du referere til følgende livlige sammenligningsdimensjon for å finne ut hvilken muggfri impregneringsteknologi som brukes:
| Vurderingsdimensjoner | Keramikk 3D Skriv ut ( Tilsetningsstoff ) | grønn kropp CNC behandling ( Forbrent kroppsmaterialreduksjon ) | Etterbehandling av moden emne ( Fullsintret materialreduksjon ) |
| strukturell kompleksitet | ( Ekstremt høy, støtter lumenstrømningskanal ) | ( Medium, ute av stand til å behandle indre blindhull ) | ( Nedre, egnet for vanlige geometristykker ) |
| Dimensjonsnøyaktighet | (±0,05 ~ 0,1 mm) | ( Påvirket av sintringskrymping er det vanskelig å kontrollere ) | ( Ekstremt høy, opp til mikronnivå ) |
| Materialets mekaniske egenskaper | ( Tettheten er litt lavere enn tradisjonelle former ) | ( med模具生产性能完全一致 ) | ( Beste ytelse, isotropisk ) |
| Korrektur av leveringstid | 3-7 dag | 2-5 dag | 2-4 dag |
| Vanlige tilpasningsmaterialer | Zirkoniumoksid, aluminiumoksid | Aluminiumoksid, silisiumnitrid, bearbeidbar keramikk | Ulike kommersielle spesialkeramikk |
| Sammendragsforslag: • Hvis designet ditt inneholder komplekst Kompleks bionisk struktur og interne kronglete strømningskanaler, førstevalget 3D Skriv ut。 • Hvis delene er konvensjonelle arkformede, skaftformede eller rørformede, og dimensjonstoleransekravene er spesielt strenge, er det raskest å gå direkte til en produsent med spesielle porselensbehandlingsmuligheter for hard bearbeiding av kokte emner. • Hvis produktet planlegges produsert i store mengder i fremtiden, vil jeg for øyeblikket bare Lavkostverifiseringsstruktur, du kan prøve grønn kropp CNC Bearbeiding, fordi pulveret det bruker og den påfølgende sintringsprosessen er nærmest fremtidig masseproduksjon. |
Relaterte produkter
-
-
Zirconia Ceramic Rod er en høyytelses keramisk materialestang, hovedsakelig laget av zirkoniumoksid, med utmerket mekanisk styrke og kjemisk stabilitet. Den viser ekstremt høy hardhet og slitestyrk...
Se detaljer -
Blå zirconia keramiske plater er presisjonskomponenter laget av avansert zirconia keramikk. De er farget med kobolt, jern eller kobber for å danne en blå farge. Denne fargen fungerer ikke bare som ...
Se detaljer -

Denne blå zirconia keramiske pinnen er laget av avansert zirconia keramisk materiale, som gir utmerket holdbarhet og ytelse. Zirconia keramikk er kjent for sin høye styrke, gode slitestyrke og påli...
Se detaljer -
Zirconia Ceramic Gear er laget av zirkoniumoksid keramisk materiale, som har utmerket høy styrke og høy hardhet. Denne materialegenskapen gjør at den effektivt kan motstå slitasje under overførings...
Se detaljer -
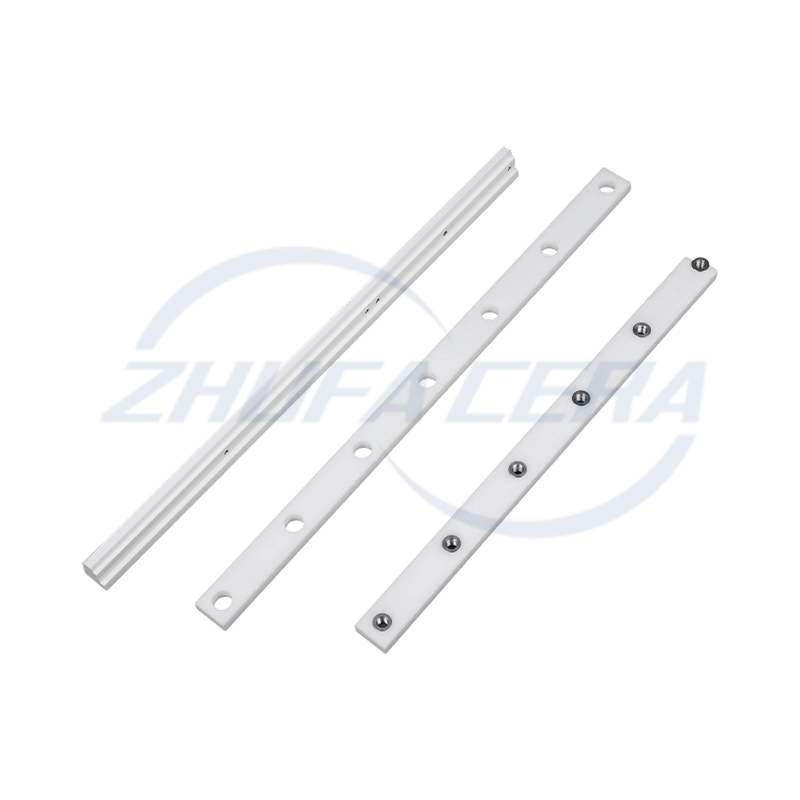
Zirconia Ceramic Guide Rail er en høyytelses presisjonsmekanisk komponent laget av zirkoniumoksid keramisk materiale. Dens kjerneegenskaper er avledet fra de utmerkede fysiske og kjemiske egenskape...
Se detaljer -
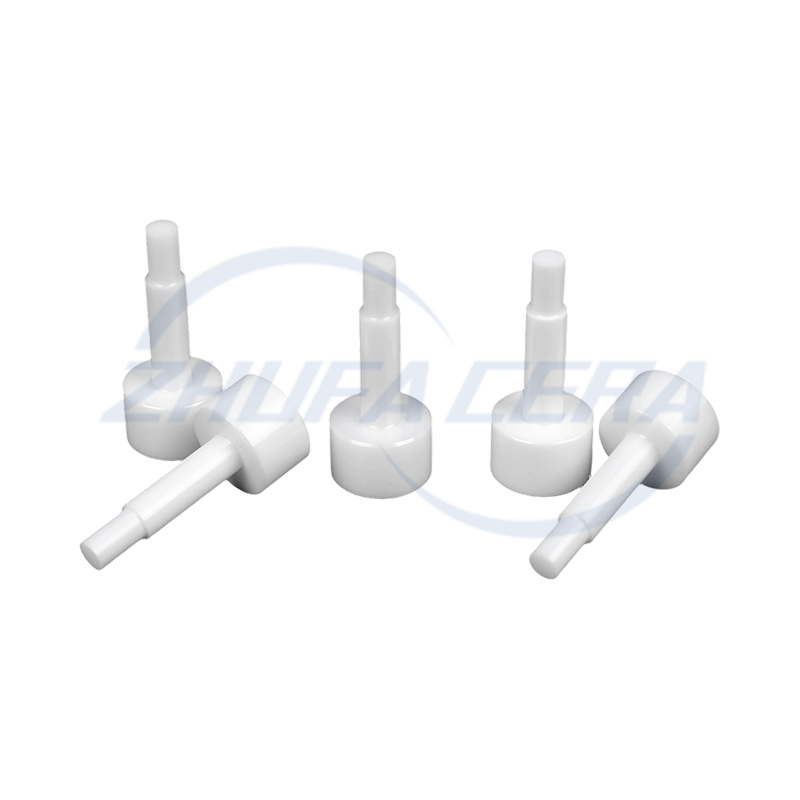
Zirconia Ceramic Locating Pin er et posisjoneringselement med høy presisjon laget av avansert zirkoniumoksid keramisk materiale med utmerkede fysiske og kjemiske egenskaper. Hovedkarakteristikkene ...
Se detaljer -
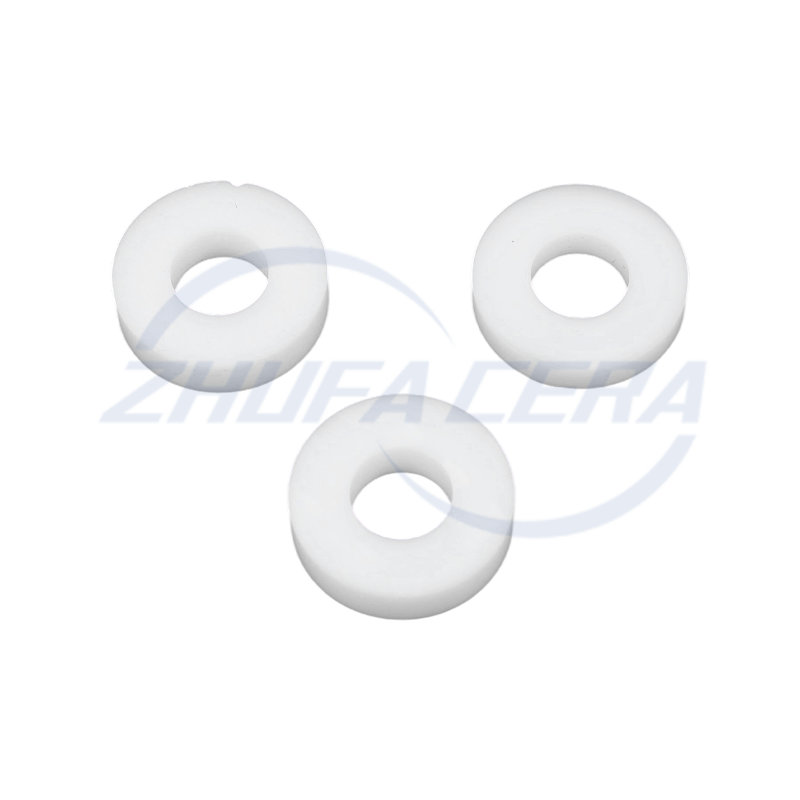
Zirconia Ceramic Ring er et høyytelses keramisk produkt kjent for sine utmerkede fysiske og kjemiske egenskaper. Den har ekstremt høy hardhet og styrke, med en Mohs-hardhet på mer enn 8,5, som effe...
Se detaljer -
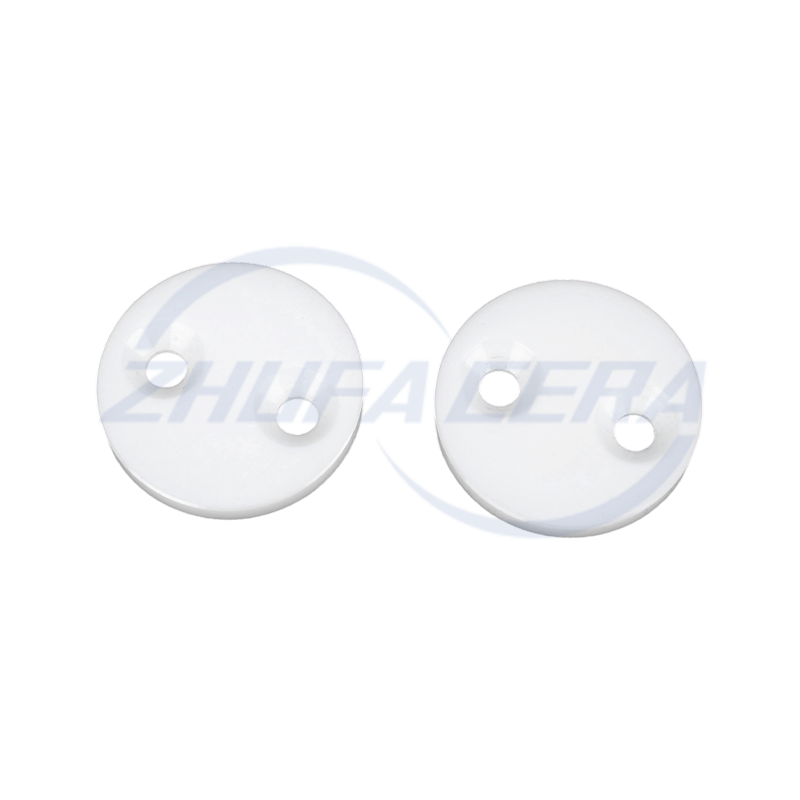
Zirconia keramiske plater har blitt funksjonelle kjernekomponenter på ulike felt takket være deres unike egenskaper. Med en bøyestyrke på 900–1200 MPa og en bruddseighet på 6–10 MPa・m¹/², kan de be...
Se detaljer -
Zirconia Ceramic Strip er et stripemateriale laget av høyytelses zirkoniumoksidkeramikk med utmerkede fysiske og kjemiske egenskaper. Den har ekstremt høy hardhet og bøyestyrke, kan effektivt motst...
Se detaljer -
Zirconia keramiske wafere er representative produkter innen høyytelses strukturkeramikk. Sammenlignet med tradisjonell alumina-keramikk eller metallmaterialer, er dens omfattende ytelsesfordeler åp...
Se detaljer -

Zirconia keramisk stempel er en høyytelseskomponent designet for tøffe industrielle miljøer. Sammenlignet med lignende keramiske eller metallstempelprodukter, skiller den seg ut med sine unike mate...
Se detaljer

-
Hurtigkoblinger
Hjem Produkter Om oss Tjenester Teknologi Nyheter Kontakt oss -
Produkter
Keramiske strukturelle deler Zirconia keramikk Alumina keramikk ZTA Keramikk Silisiumnitrid keramikk Silisiumkarbidkeramikk Keramiske sprøytestøpte deler -
Om oss
Fabrikkomvisning Ære FAQ -
Kontaktinformasjon
+86-188 8878 5188zf@zfcera.comNr. 1, Xinggong Road, Anchang industripark, Keqiao-distriktet, Shaoxing City, Zhejiang-provinsen, Kina -
WhatsApp

Opphavsrett © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Alle rettigheter reservert.
Kina produsent av presisjonskeramikk
engros presisjon keramikk leverandør
